经过加强对基于多光谱彩色成像,智能识别等视觉检测技术的研究应用,提升检测可靠性。实现了在生产过程中在线对烟支钢印缺陷进行检测,套印不准、烫金偏位、图文缺陷、漏印、飞水、飞墨、滴油、拖墨、脏点、墨皮、糊版、烫金残缺、纸张烂洞、纸斑;色序漏印;色差偏离标准范围;纸张打折;烫金边距偏差;烫金套印、套烫偏差等。
1、主要功能:
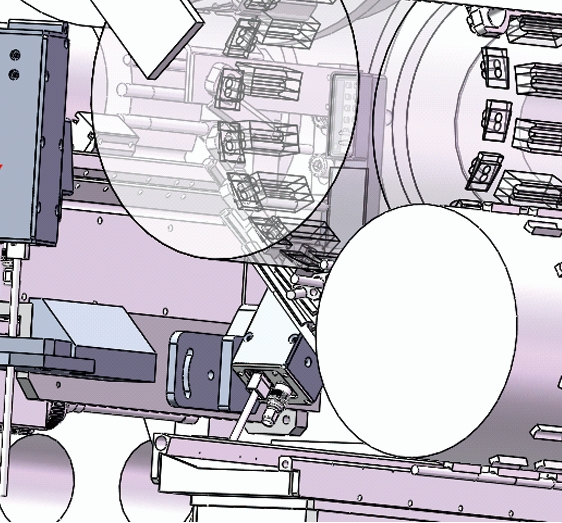
✤视觉图像采集系统将每支烟的卷烟纸图像清晰准确的采集下来,并发送给工控机作图像处理,实时进行生产过程中的钢印缺陷检测。对校验失败做报警记录。
✤预留远程调试接口,插上无线网卡,即可进行远程调试。
✤数据接口,可通过网络进行数据的传输;各机台数据具备数据可复制性;
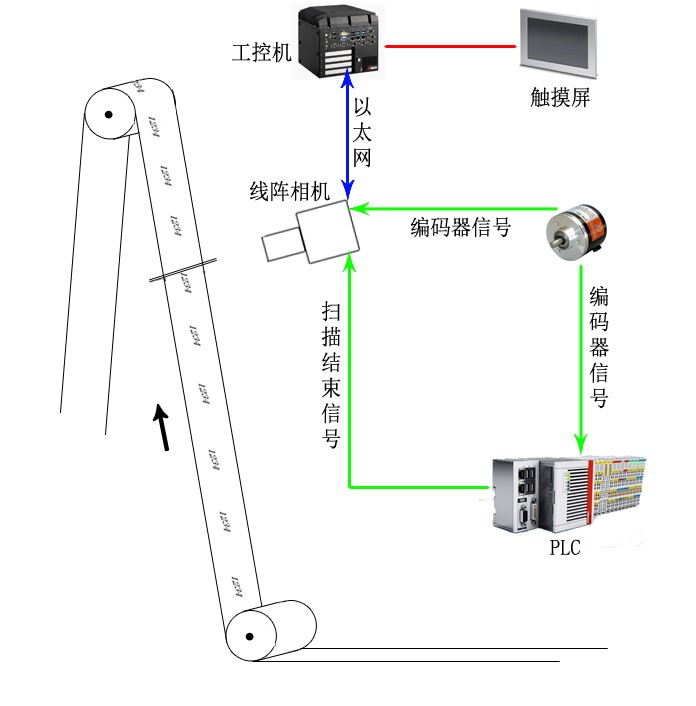
2、系统原理:
采图系统根据编码器脉冲信号进行线扫描,当发送单支烟结束信号后,线阵相机结束扫描,将之前扫描的线图像进行合成为一幅完整单支烟的卷烟纸图像,利用万兆以太网传送到工控机进行缺陷图像识别,发现缺陷烟后立即发送缺陷信息至主控制器,待缺陷烟支到达剔除工位时,立即发送剔除信号。
3、技术特点:
✤自学习功能和智能优化功能;
✤电气件通用性和可替代性;
✤软件模拟检测自学习功能;
✤在线实时识别功能,具备软件系统可调整功能;
✤检测系统自诊断功能,系统出现异常进行报警提示;
✤检测效果稳定可靠,达到生产使用要求;
4、技术指标:
✤检测幅宽:≥ 800mm,≤ 819.2mm;
✤最高检测速度:≤ 576米/分(48k×0.2mm/像素×60=576m/分钟);
✤横向成像系统精度:0.1mm/像素 (800mm/8192像素≈0.1);
✤纵向成像系统精度:0.2mm/像素;
✤点缺陷检测精度:0.1mm(高对比度);
✤刀丝缺陷精度:高对比度:长 > 4cm,宽 > 0.08mm;正常情况下:长 > 4cm,宽 > 0.16mm;
✤检测套印精度缺陷:横向:±0.08 mm;纵向:±0.20 mm;
✤色差:△E≤ 3.0;
✤错报率、漏报率:≤ 1%;